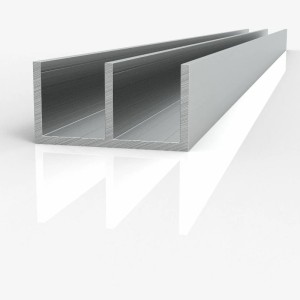
Двутавр (балка двутавровая) 100 Б2 09Г2С сварной
- Марка09Г2С
- МаркировкаБ2
- Размер100
- Способ производстваСварной
Описание Двутавр (балка двутавровая) 100 Б2 09Г2С сварной
Двутавр (балка двутавровая) 100 Б2 09Г2С сварной в наличии на складе в Нижнем Тагиле от компании «Инметпром». Закажите двутавр (балка двутавровая) 100 Б2 09Г2С сварной по номеру телефона +7 (343) 202-38-68, отправив запрос на электронную почту nizhniy-tagil@inmetprom.ru или заполнив форму обратной связи на нашем сайте.
Наши специалисты ответят на все вопросы, касающиеся наличия товара, вариантов оплаты и сроков доставки.
Оставить отзыв или задать вопрос
Как оплатить заказ?
Оплата товаров производится при помощи любого удобного для вас способа:
- наличными или безналичными средствами через расчетный счет, а также по факту получения товара.
Подробнее с ними можно ознакомиться на соответствующей странице.
Доставка
Вы можете выбрать любой подходящий для вас вариант с нашим специалистом по логистике:
- до склада, самовывозом, «до дверей».
Он поможет подобрать оптимальный маршрут и транспорт, а также сориентирует вас о примерных сроках и стоимости доставки. Цифры могут отличаться в зависимости от сезона!

- Толщина, мм:1,5
- Марка:AISI 430
- ГОСТ/ТУ:ГОСТ 103-76
- Цена: По запросу

- Цена: По запросу

- Цена: По запросу

- Длина, мм:1000
- Толщина, мм:0,5
- Марка:МНМцАЖ3-12-0.3-0.3
- Цена: По запросу

- Цена: По запросу

- Размер, мм:16х10
- Покрытие:Без покрытия
- Цена: 230 ₽/кг
- Цена: 792 ₽/кг
- Цена: 21 ₽/шт

- Длина, мм:2000
- ГОСТ/ТУ:ГОСТ 19771-93
- Мерность:М/Д
- Цена: 79 705 ₽/т

- Размер, мм:40х20
- Форма:Квадратная
- Толщина стенки, мм:1
- Цена: 281 800 ₽/т

- Цена: 3 900 000 ₽/т

- Цена: 185 ₽/кг
- Цена: По запросу

- Цена: 79 461 ₽/т
- Длина, мм:12050
- ГОСТ/ТУ:ГОСТ 26020-83
- Мерность:М/Д
- Цена: 84 202 ₽/т
- Цена: По запросу
- Длина, мм:12000
- Марка:09Г2С
- ГОСТ/ТУ:ГОСТ 8239-89
- Цена: 79 330 ₽/т
- Размер:20
- ГОСТ/ТУ:ГОСТ 19425-74
- Марка:Ст3пс
- Цена: 134 481 ₽/т
- Цена: 97 513 ₽/т
- Цена: 40 050 ₽/т
- Длина, мм:12000
- Марка:Ст3пс5
- ГОСТ/ТУ:ГОСТ 8239-89
- Цена: 91 174 ₽/т
Маркировка балки 30Б1 из стали С345 наносится на ярлык, прикрепленный к пачке балок, и/или непосредственно на сам профиль (например, краской или кернением). Маркировка содержит условное обозначение профиля, марку стали, номер плавки и товарный знак изготовителя.
Да, стандарт ГОСТ 26020-83 "Двутавры стальные сварные с параллельными гранями полок. Технические условия" включает требования к качеству сварных швов и методам их контроля для балок типа 30БС1.
Балки типа М, например, 24М по ГОСТ 19425-74 (монорельсовые), преимущественно используются для устройства подвесных путей, кран-балок и тельферных линий. Для таких конструкций важна высокая местная прочность полок и стенки для восприятия сосредоточенных нагрузок от катков грузоподъемного оборудования.
Для предотвращения хрупкого разрушения балок из стали 09Г2С при низких температурах необходимо выбирать сталь с гарантированными показателями ударной вязкости при заданной температуре эксплуатации. Также важно избегать концентраторов напряжений, обеспечивать высокое качество сварных соединений и, при необходимости, применять предварительный подогрев при монтаже.
На ярлыке, прикрепленном к пачке балок 40Ш1, обычно указывается следующая информация: наименование или товарный знак предприятия-изготовителя, условное обозначение профиля (номер балки), марка стали, номер партии, ссылка на ГОСТ/СТО, масса пачки.
Тип исходной заготовки (сляб или блюм) влияет на технологический процесс прокатки двутавровой балки. Однако при строгом соблюдении всех этапов технологического процесса и контроля качества, конечные механические свойства и геометрические параметры балки 30Б1 должны соответствовать требованиям действующего стандарта.
На производстве для контроля качества балок 50Ш2 могут применяться различные методы неразрушающего контроля. К ним относятся ультразвуковой контроль (УЗК) основного металла и сварных швов (для сварных балок), а также визуально-измерительный контроль (ВИК) геометрических параметров и качества поверхности.